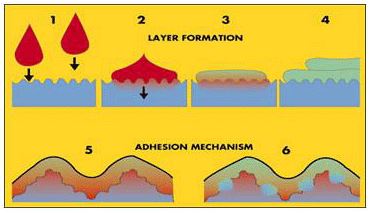
A common feature of all thermal spray coatings is their lenticular or lamellar grain structure resulting from the rapid solidification of small globules, flattened from striking a cold surface at high velocities. In the simplest terms possible, thermal spray coating involves heating a material, in powder or wire form, to a molten or semi-molten state.
The material is propelled using a stream of gas or compressed air to deposit it, creating a surface structure on a given substrate. The coating material may consist of a single element, but is often an alloy or composite with unique physical properties that are only achievable through the thermal spray process.
Thermal coatings are a highly cost-effective way to add superior performance qualities to a given substrate. Coatings can be metallic, ceramic, plastic or any combination desired to meet a broad range of physical criteria. The coating materials can be applied using different processes.
Thermal coating methods utilise fuel combustion, plasma spray and electric arc delivery systems. Coatings can be applied under standard atmospheric conditions or in specialised, highly controlled atmospheric environments. Coatings can be applied manually or with the automated precision of software-driven robotics. Many industries use our thermal spray coatings to extend product life, increase service performance and reduce production and maintenance costs.
Thermal spray coatings can be the most cost-effective means of protecting substrate surfaces from wear or corrosion. Other primary uses of thermally sprayed coatings include dimensional restoration, maintaining precise clearances, and modifying thermal and electrical properties.
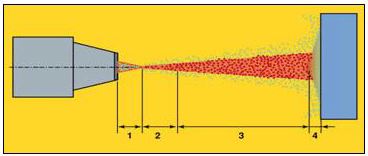
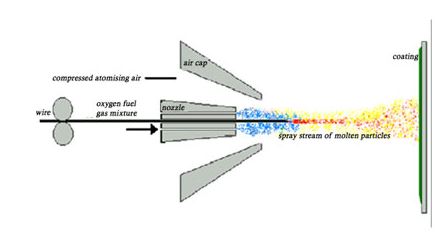
The process is basically the spraying of molten metal onto a surface to provide a coating. Material in wire form is melted in a flame (Oxy-Acetylene flame most common) & atomised using compressed air to form a fine spray. When the spray contacts the prepared surface material, the fine molten droplet rapidly solidify forming a coating.
| Material Form | Wire |
|---|---|
| Heat Source | Oxy-Fuel Combustion |
| Flame Temperature (°C) | 3000 |
| Particle Velocity (m/sec) | < 300 |
| Porosity (%) | 10 to 15 |
| Coating Adhesion (MPa) | 14 to 21 |
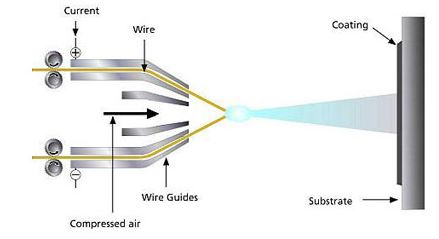
This form of thermal spraying uses wire material as a feed stock. An electric arc is used as the heat source. As the wires are fed towards each other, an electric arc is struck between the wires creating a temperature of around 4,000°C.
This temperature causes the tips of the wire to melt and once molten state, a stream of compressed air or inert gas is used to atomise and accelerate the feed metal towards the substrate.
| Material Form | Wire |
|---|---|
| Heat Source | Electric Arc |
| Flame Temperature (°C) | 3600 to 4000 |
| Particle Velocity (m/sec) | < 300 |
| Porosity (%) | 10 to 15 |
| Coating Adhesion (MPa) | 28 to 42 |
Material in powder form is melted in a flame (Oxy-Acetylene or Hydrogen most common) to form a fine spray. When the spray contacts the prepared surface of a substrate material, the fine molten droplets rapidly solidify forming a coating.
The main advantage of this process over the similar wire flame spray process is that a much wider range of materials can be easily processed into powder form giving a larger choice of coatings.
| Material Form | Powder |
|---|---|
| Heat Source | Oxy-Fuel Combustion |
| Flame Temperature (°C) | 3000 |
| Particle Velocity (m/sec) | < 300 |
| Porosity (%) | 10 to 15 |
| Coating Adhesion (MPa) | 14 to 21 |
In this process the coating material in powder form is melted in a hot plasma flame and propelled on to a prepared substrate surface to form a coating. When the spray contacts the prepared surface of a substrate material, the fine molten droplets rapidly solidify forming a coating.
| Material Form | Powder |
|---|---|
| Heat Source | Plasma Flame |
| Flame Temperature (°C) | 12,000 to 20,000 |
| Particle Velocity (m/sec) | 200 to 500 |
| Porosity (%) | 2 to 10 |
| Coating Adhesion (MPa) | 40 to 70 |
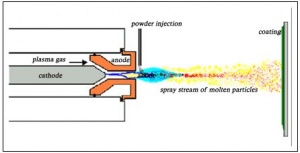
Plasma spray system consists of a Plasma Spray Gun, Power Source, Powder Feeder, Control unit and Heat Exchanger. Plasma is formed inside the specially designed plasma spray gun, by introducing a high intensity electric arc between a cathode (tungsten electrode) and anode (nozzle) assembly. Plasma forming gas is introduced in this arc, where it gets ionised to form a plasma. When this plasma exits the special design convergent – divergent nozzle, it returns to its original state liberating extreme energy. The coating material in powder form is introduced in this hot flame, where it melts and is propelled by the flame on to the substrate surface.
The energy produced in a plasma is high resulting in very high temperatures at the plasma core. Thus ceramics with very high melting points are ideally sprayed with Air Plasma spray for achieving good quality coatings. The coatings produced by plasma spray are uniform, dense and have comparatively lesser porosity.
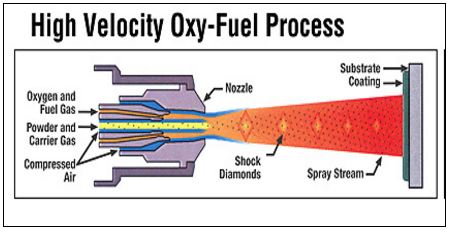
The HVOF (High Velocity Oxy-Fuel) Thermal Spray Process is basically the same as the conventional Powder Flame Spray process (LVOF) except that this process has been developed to produce extremely high spray velocity.
| Material Form | Powder |
|---|---|
| Heat Source | Accelerated Oxy-fuel flame |
| Flame Temperature (°C) | 1,200 to 2,000 |
| Particle Velocity (m/sec) | 500 to 900 |
| Porosity (%) | < 1 |
| Coating Adhesion (MPa) | > 70 |
Fuel and Oxygen are fed into the combustion chamber where the mixture is ignited. Combustion produces a hot high pressure flame which is forced down a nozzle increasing its velocity. Powder is preferably fed axially into the combustion chamber under high pressure or fed through the side of nozzle where the pressure is lower.
Due to higher velocity the bond-strength of the coatings are higher. The powder to be sprayed are often not melted but accelerated in a high temperature and high velocity gas stream causing the phase of the sprayed material to change from solid to plastic (semi-molten) form. When these particles strike the prepared substrate, they solidify to form a very dense and low porosity coating.
HVOF is best recommended for Carbide matrix coatings. Carbide coatings sprayed by HVOF renders good hardness, wear resistance and abrasion resistance characteristics. HVOF Sprayed Carbide coatings are a perfect alternative for Hard Chrome plating's.
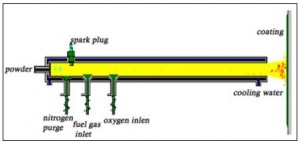
Oxygen and fuel (acetylene most common) is fed into the barrel along with a charge of powder. A spark is used to ignite the gas mixture and the resulting detonation heats and accelerates the powder to supersonic velocity down the barrel. A pulse of nitrogen is used to purge the barrel after each detonation. This process is repeated many times a second. The high kinetic energy of the hot powder particles on impact with the substrate results in build up of a very dense and strong coating.
| Material Form | Powder |
|---|---|
| Heat Source | Charge Detonation |
| Flame Temperature (°C) | 1,500 to 4,000 |
| Particle Velocity (m/sec) | 600 to 1,200 |
| Porosity (%) | < 1 |
| Coating Adhesion (MPa) | > 70 |