Pumps and Valves are a significant part in transfer of media such as chemicals, fluids, resins, gases etc. specifically in the Oil & Gas and Chemical industries where the nature of media is extremely abrasive and corrosive. Pump components are subject to abrasion, erosion, cavitation and sliding wear during process. Abrasion and erosion results from abrasive particles in the medium being pumped, but even in the absence of any abrasive particles, sliding wear can occur due to unintentional contact between rotating and stationery components. Moreover these wear rates in pumps are often unexpectedly high because of the synergistic relationship between wear and corrosion. As the pump components in the flow path wear, clearance between sealing surfaces increase and vane angles change, resulting in increased vibration or leakage and decrease in pump efficiency over time. A range of Thermal spray coatings for different components in the pump and valve assembly exhibit improved wear and corrosion resistance thereby increasing the operational life and reducing downtime costs.
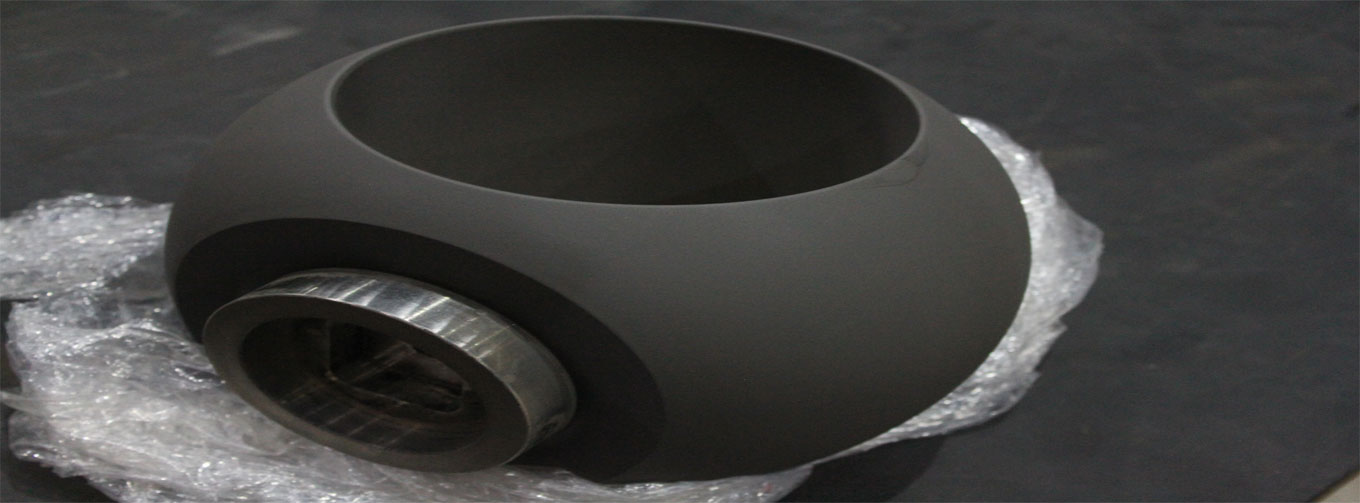
A ball valve is a device which controls flow of fluids and gases through it by its rotary motion along an axis. The bore at the center of the ball allows the media to pass when it is aligned with the direction of pipeline.
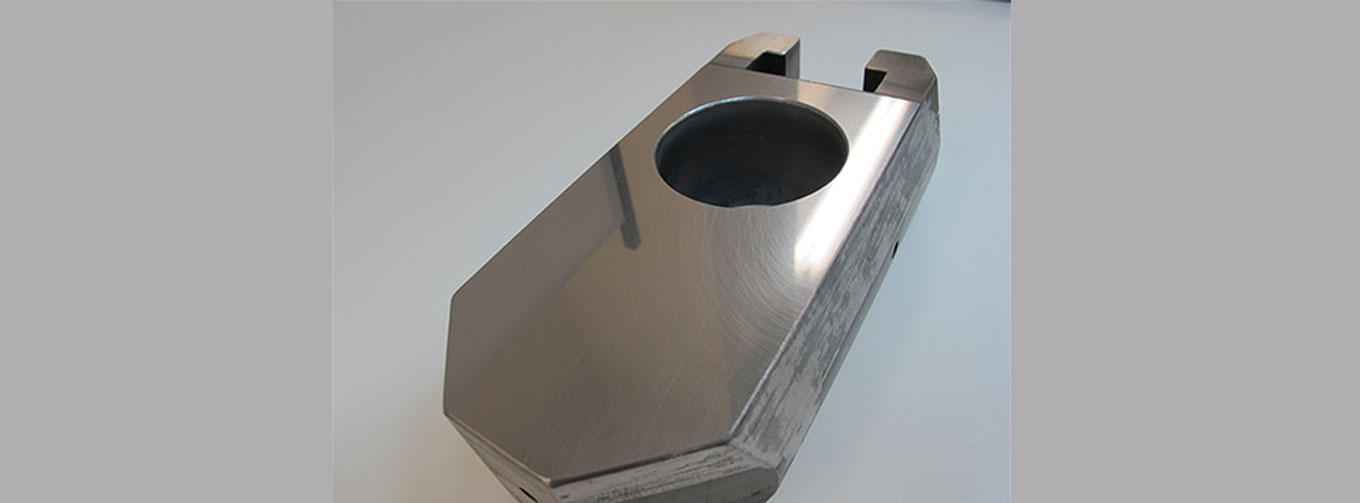
Gate valve serves the same purpose as that of ball valve. However it’s a rectangular piece of solid with through bore towards one end. The gate moves linearly along an axis when the valve is rotated. Knife gate valve has a similar mechanism with thinner cross section and tapered edge on one end.
These valves are secured in position with the help of metal seats such that it provides proper sealing when it’s in off position. However in certain critical applications where the media passing through the valves are abrasive, erosive or corrosive in nature such as slurries, mud, salt water, Hydrogen sulphide, Hydrochloric acid, high temperature fluids and gases etc., the surface of ball/gate and seat tends to wear out due to repeated action of the valve. As a result the sealing of the valve gets compromised thereby causing leakage and uncontrolled flow of media. In applications where the flow control mechanism is at most critical for the process it may lead to sub-standard quality of the process output or even hazards.
We offer a variety of Thermal spray coatings and claddings that increase the operational life and performance of ball valves and gate valves. Our range of tungsten carbide coatings is engineered to sustain extreme abrasive, erosive and corrosive operating conditions. Our coating material selection is based on nature of media being handled, temperature, type of wear and compatibility with base material. The coatings are applied with robotic controlled HP-HVOF process that produces a dense and homogeneous coating with very strong mechanical adhesion to the base material. We can also provide weld overlays of stellite, Inconel and carbide based material deposited with our automated and controlled PTAW process. The coatings are ground and lapped, further reducing the co-efficient of friction and enhancing the sliding properties to reduce wear of mating seal parts. Our wear and corrosion resistant coatings will help you to increase productivity, reduce downtime and decrase maintenance costs.
Few critical applications where our coated valves are being used are listed below :
| Industry | Application |
|---|---|
| Oil & Gas | Platform and subsea pipelines carrying petroleum products and by products |
| Mining | Pipelines handling gold, silver and copper products |
| Paper and Pulp | Valves handling slurries and steam from paper processing machines |
| Steam | High and low pressure steam in turbine drain system |
We have in-house capabilities to provide you coated and finished ball and gate valves. We can also provide you complete coated ball and gate valves as per your design and requirements.
| Coating Properties | PIC C53 | PIC DC09 | PIC DC12 |
|---|---|---|---|
| Micro Hardness (HV0.3) | 380 - 500 | 1100 - 1400 | 800 - 1100 |
| Coating Application | Erosion and Corrosion Resistance | Abrasion and Corrosion Resistance | High Temperature Corrosion Resistance |
| Bond Strength | >10000 Psi | ||
| Finish Coating Thickness | 200 to 300 µm | ||
| Surface Finish | < 0.4 Ra µm | ||
Plungers use a mechanism (typically rotational) to create a reciprocating motion along an axis, which then builds pressure in a cylinder or working barrel to force gas or fluid through the pump. These plungers come in contact with corrosive gases and abrasive contaminants present in the fluid during operation. As a result during the reciprocating action the plunger surface tends to wear out at the mating section thereby damaging the seal and causing the operation to cease. In certain applications the plungers are also subjected to fatigue load and impact due to which the plunger and its mating part gets severely damaged.
We provide highly wear resistant nickel and carbide based coatings which are impermeable and chemically resistant to corrosive gases. Our range of coatings can be applied with HP-HVOF process that produces a dense and homogeneous coating and used in wear and corrosion resistant applications. Plungers are spray and fused with nickel based self-fluxing alloys for applications with high impact and fatigue load. The coatings are ground and super-finished, further enhancing the sliding properties and reducing wear of mating seal parts. Our range of coating solutions proves to be the best replacement for hard chrome plated and nitrided plungers and improves the operational life by 5 - 8x. Our coated plungers have been operating successfully over the years for applications in coal gasification, slurry pumping, hydrogen gas environment and high pressure water pipeline services.
We have in-house capabilities for refurbishment of worn out plungers and complete manufacturing of new plungers as per customer requirement. We have multiple CNC and grinding machines to cater to huge production volumes of various sizes.
| Industry | PIC C832 | PIC C832 | PIC DC09 |
|---|---|---|---|
| Process | Spray and Fuse | HVOF | HVOF |
| Bonding | Metallurgical | Mechanical | Mechanical |
| Micro Hardness (HRc) | 58 - 64 | 58 - 64 | 72 - 74 |
| Coating Application | Impact Resistance | Abrasion Resistance | Abrasion and Corrosion Resistance |
| Finish Coating Thickness | Up to 1mm | 450 to 500 µm | 180 to 200 µm |
| Surface Finish | < 0.4 Ra µm | ||
An impeller is a rotating component of a centrifugal pump which transfers energy from the motor that drives the pump to the fluid being pumped by accelerating the fluid outwards from the center of rotation. In critical applications the media flowing through pumps carry abrasive and erosive substances such as sand or silt. These substances move through all the fluid channels, impeller sidewalls and close clearances inside the pump. If the size of abrasive particles is less than the clearance, they move freely and impact the casing at shallow angle causing erosive wear. If the particle size is same as the clearance, it may clog between the impeller and casing thereby causing three body abrasions. Under severe operating conditions the effect of abrasion, corrosion and cavitation may lead to accelerated wear rate leading to unexpected breakdown and heavy maintenance costs.
We provide a range of tungsten carbide based coatings which are impermeable and sustain the effect of abrasive, erosive and corrosive particles flowing through pumps. Our range of coatings can be applied with HP-HVOF process that produces a dense and homogeneous coating and used in wear and corrosion resistant applications. The coatings are ground and polished to achieve the desired tolerances and surface finish. Our coatings can be applied on impeller guide vanes, impeller shaft bearing journals and pump casings. Our coated pump parts have been operating successfully over the years for applications in Oil and Gas, Power plants, slurry pumping etc.
| Industry | PIC DC07 | PIC DC09 | PIC DC12 |
|---|---|---|---|
| Micro Hardness (HV0.3) | 1100 - 1400 | 1100 - 1400 | 800 - 1100 |
| Coating Application | Erosion and Corrosion Resistance | Abrasion and Corrosion Resistance | High Temperature Corrosion Resistance |
| Max Temperature (°C) | < 700 | < 450 | < 850 |
| Bond Strength | >10000 Psi | ||
| Finish Coating Thickness | 150 to 250 µm | ||
| Surface Finish | < 0.8 Ra µm | ||
A progressive cavity pump is a type of positive displacement pump used for transferring fluids by rotation of rotor. The rotor seal tightly against the stator as it rotates, forming a set of fixed-size cavities in between. The pumped material moves inside these cavities when the rotor rotates. Applications which involve flow of slurries and other abrasive and corrosive substance can lead to severe damage to rotor over a period of time. This will eventually wear out the stator thereby increasing the clearance and decreasing the pumping efficiency. Prolonged operation will lead to unexpected breakdown and heavy maintenance costs.
Our tungsten carbide based coatings provide excellent abrasion and corrosion resistance against harsh fluids flowing through progressive pumps. Our range of coatings can be applied with HP-HVOF process that produces a dense and homogeneous coating through repeated and controlled deposition. The coatings are ground and super finished with at most precision to achieve desired size and surface finish. Post-coating finish plays a vital role in the operational life and performance of rotors. A smooth finish of rotor will promote flow ability and prevent adherence of abrasive and corrosive particles on the surface. Our range of coating solutions proves to be the best replacement for hard chrome plated and nitrided rotors and improves the operational life by 5 - 8x. We have complete in-house setup for coating and super finishing of rotors.
| Coating Properties | PIC DC09 | PIC DC12 |
|---|---|---|
| Micro Hardness (HV0.3) | 1100 - 1400 | 800 - 1100 |
| Coating Application | Abrasion and Corrosion Resistance | High Temperature Corrosion Resistance |
| Max Temperature (°C) | < 450 | < 850 |
| Bond Strength | >10000 Psi | |
| Finish Coating Thickness | 150 to 200 µm | |
| Surface Finish | < 0.8 Ra µm | |
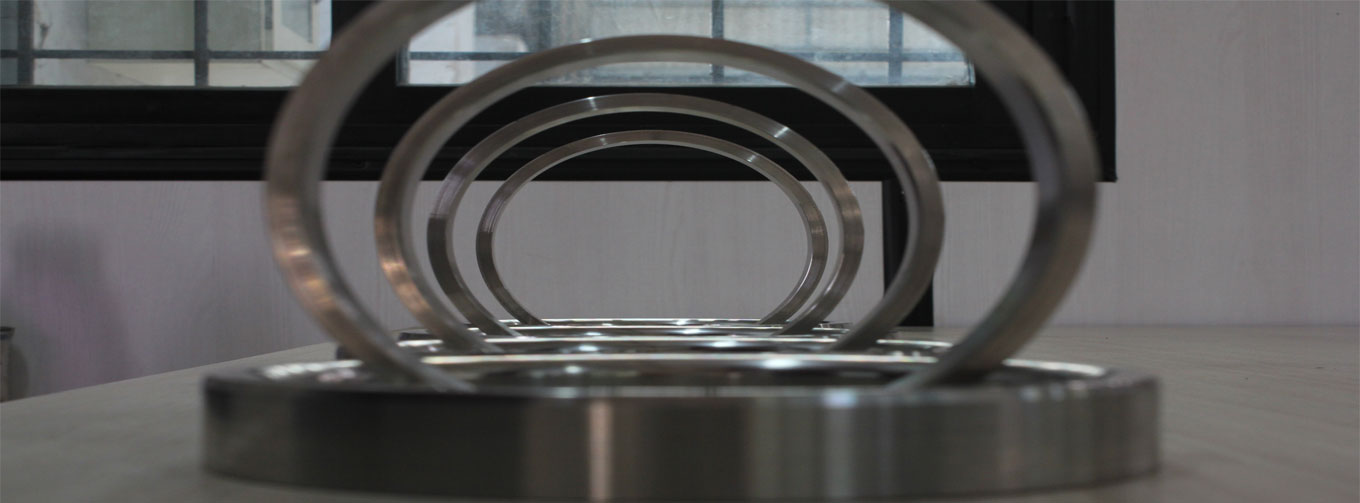
Impeller and casing wear rings are subjected to two different forms of wear. Even in the absence of any solid particles in the process fluid, the wear rings can be damaged by sliding wear (also called metal-to-metal wear) due to unintentional contact between the rotating (e.g. impeller wear ring) and stationary (e.g. casing wear ring) surfaces resulting in wear ring rub.
This is especially problematic with most corrosion resistant alloys which have a propensity for metal-to-metal wear and/or galling, and the severe seizure of a pump fitted with austenitic stainless steel wear rings.
To reduce the risk of seizure it is prudent to use dissimilar metals for casing and impeller wear rings, ensure a minimum 50HB hardness difference between the rings or coat the wearing surfaces with a suitable anti-galling coating.
If there are any solid particles present in the process medium the particles can move through the wear ring interface if they are small enough, due to the pressure differential across the wear ring, and depending on the size of the particle this can result in abrasion (e.g. when particles are approximately the same size as wear ring clearance) or erosion (e.g. when particles are much smaller than wear ring clearance).
Our tungsten carbide based coatings provide excellent abrasion and corrosion resistance against harsh fluids flowing through the casing and wear rings. These coatings can be applied with HP-HVOF process that produces a dense and homogeneous coating through repeated and controlled deposition. The cross section of ring being very thin, necessary precautions are taken during the coating process to ensure that the temperature is controlled and rings are not distorted. The coatings are ground and polished using customized fixtures with at most precision to achieve desired size and surface finish. Certain applications demand deposition of nickel based materials such as Colmonoy by Spray and Fuse method whereas others demand deposition of cobalt based material through PTAW process.
We can provide complete coated and cladded wear and casing rings as per customer requirement. We have in-house setup to manufacture rings of various sizes and meet high volume demands.
| Coating Properties | PIC C53 | PIC C832 | PIC DC09 | PIC B02 |
|---|---|---|---|---|
| Process | PTAW | Spray and Fuse | HVOF | Plasma |
| Bonding | Metallurgical | Metallurgical | Mechanical | Mechanical |
| Micro Hardness (HRc) | 42 - 48 | 58 - 64 | 72 - 74 | 68 - 72 |
| Coating Application | Erosion and Corrosion Resistance | Abrasion Resistance | Abrasion and Corrosion Resistance | Abrasion and Corrosion Resistance |
| Surface Finish | < 0.4 Ra µm | |||
Shaft sleeves used in gland packing service are subject to abrasion damage from particles in the process medium that become embedded in the gland packing, and this can result in very high wear rates even with moderately clean process mediums. The wear mechanism is predominantly low-stress abrasion accelerated by abrasion-corrosion; therefore hardness and corrosion resistance of the sleeve surface are the key selection criteria.
Generally the gland packing requires a controlled amount of process medium leakage to cool the gland sleeve from the frictional heating generated between stationary packing and rotating sleeve. If there is insufficient cooling by process medium, very high sleeve surface temperatures and thermal gradients can be reached, which can damage a ceramic coating.
Our tungsten carbide based coatings provide excellent abrasion and corrosion resistance against harsh particles coming in contact with the sleeves. These coatings can be applied with HP-HVOF process that produces a dense and homogeneous coating through repeated and controlled deposition. The cross section of sleeves being very thin, necessary precautions are taken during the coating process to ensure that the temperature is controlled and sleeves are not distorted. The coatings are ground and polished with at most precision to achieve desired size and surface finish. Certain applications demand deposition of nickel based materials such as Colmonoy by Spray and Fuse method whereas others demand deposition of cobalt based material through PTAW process. For certain non-critical applications even ceramic coated sleeves are used.
We can provide complete coated and cladded pump sleeves as per customer requirement. We have in-house setup to manufacture sleeves of various sizes and meet high volume demands.
| Coating Properties | PIC C53 | PIC C832 | PIC DC09 | PIC B02 |
|---|---|---|---|---|
| Process | PTAW | Spray and Fuse | HVOF | Plasma |
| Bonding | Metallurgical | Metallurgical | Mechanical | Mechanical |
| Micro Hardness (HRc) | 42 - 48 | 58 - 64 | 72 - 74 | 68 - 72 |
| Coating Application | Erosion and Corrosion Resistance | Abrasion Resistance | Abrasion and Corrosion Resistance | Abrasion and Corrosion Resistance |
| Surface Finish | < 0.4 Ra µm | |||






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}