
Steel industry is considered to be one of the essential industries for the development of any community. It not only symbolizes growth and development but also forms a base for many new emerging industries that would otherwise not have been established without steel. The conversion of iron ore or steel scrap to finished product can be routed through three different methods viz Integrated steel production, Secondary processing and Direct reduction. In all three conversion process, the critical components in the line are subjected to varying extreme operating conditions such as high temperature wear, abrasion, erosion, galvanic corrosion etc. A wide range of Thermal spray coating options exist to counter these harsh operating environments thereby increasing operational life and reducing downtime costs. Different coating materials include ceramic, carbide, cermet and composites. Thermal spray coatings have also known to replace many alternative surface treatment methods such as Nitriding, Hard chrome plating, PU coating etc.
Cold rolling is a process by which the sheet metal or strip stock is introduced between rollers and then compressed and squeezed. The amount of strain introduced determines the hardness and other material properties of the finished product. During the process rolls in cold rolling mills are subjected to wear and abrasion from the tensioned sheet. Wear marks on the roll barrel could affect the operation and also deteriorate the quality of the sheet. Once the rolls are worn out the entire line needs to be shut down and the worn out rolls are replaced with new ones. This severely affects the productivity of the plant and increases the downtime and maintenance cost. The line comprises of a set of rolls installed at different sections each subjected to varying loads and pressure. Traditionally most of the rolls in the line used to be Hard chrome plated. But to overcome its reduced coating life expectancy, these rolls are now coated with Tungsten carbide. Different types of rolls used in cold rolling mill include :
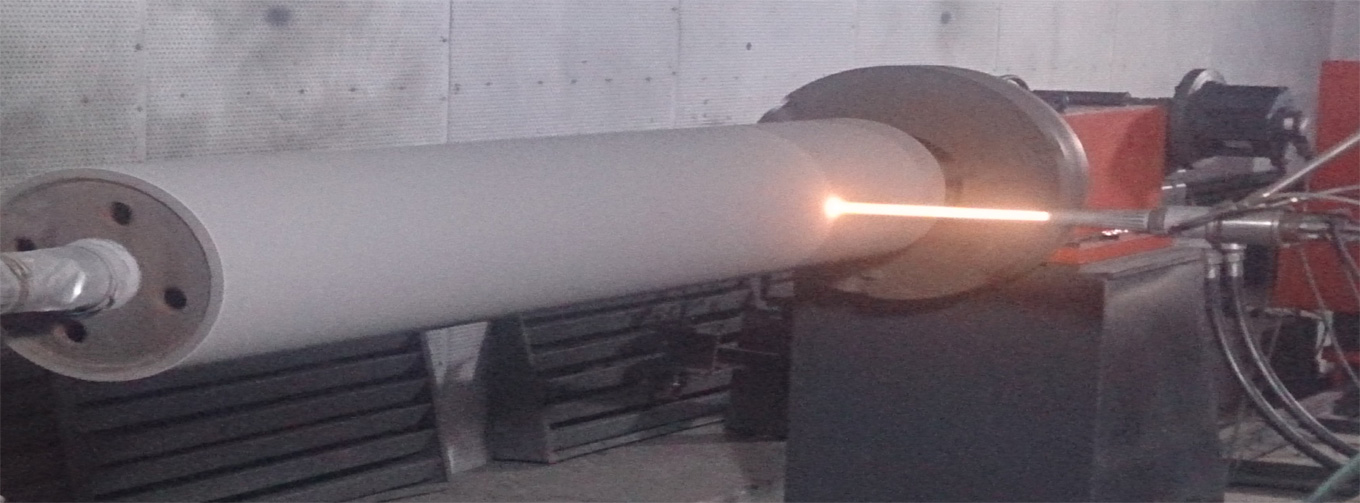
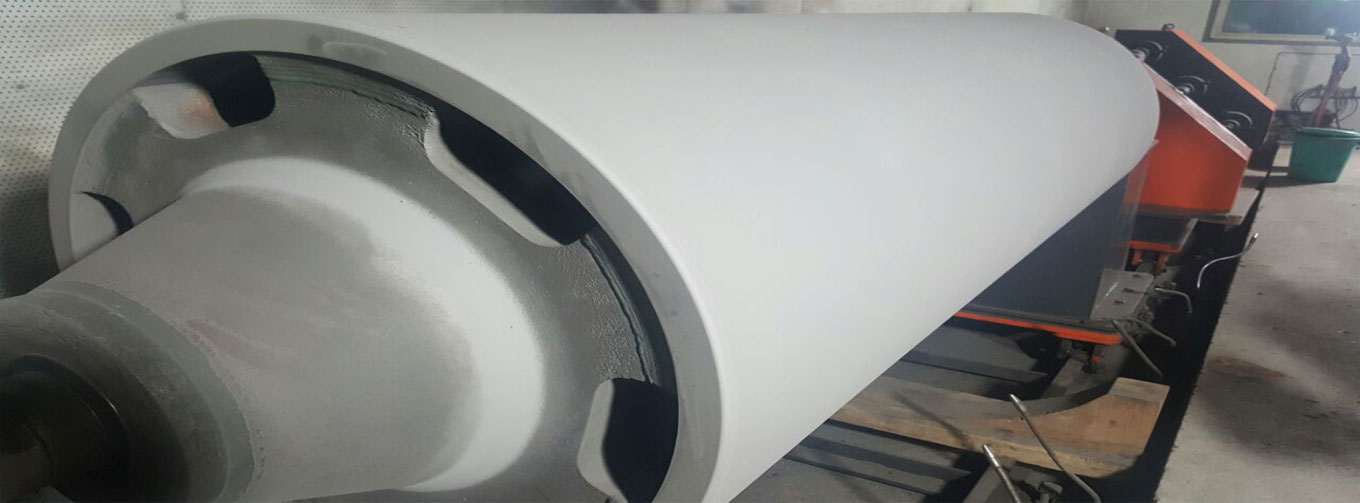
Our PIC DC08 coated rolls provide superior resistance to sliding wear and abrasion and enhance the operational life of the roll. These rolls are impregnated with special sealer to further improve the coating performance. The finish coating thickness and surface roughness are very critical for proper functionality of the roll. We have automated processes to ensure these parameters are achieved as per customer requirement. Carbide Coated rolls is now used as a permanent replacement for hazardous Hard Chrome Plated rolls in many critical sections of the cold rolling line. Many research studies have been conducted and they have successfully proved that HP-HVOF sprayed carbide coatings are 5 – 8x more superior to Hard Chrome plating. Carbide coatings sprayed by robotic controlled HP-HVOF process are consistent, dense, and homogeneous and highly wear and abrasion resistant as compared to Hard chrome plating. Few advantages of HP-HVOF sprayed carbide coatings over Hard Chrome plating are as follows :
We have been supplying PIC DC08 coated rolls to renowned OEM’s and End users for many years. We have in-house capabilities for complete manufacturing and supply of PIC DC08 coated rolls up to 1500mm diameter and 6000mm length. We have successfully executed manufacturing projects for OEM’s based in INDIA as well as international clients. We can also repair and refurbish Hard chrome plated and Tungsten carbide coated rolls.
| Coating Properties | PIC DC08 |
|---|---|
| Micro Hardness | 1100 - 1400 HV0.3 |
| Porosity | < 1% |
| Bond Strength | > 10000 Psi |
| Abrasion Resistance | Excellent |
| Corrosion Resistance | Very Good |
| Max Temperature | < 450°C |
Hot rolling is a mill process which involves rolling the steel at a high temperature (typically at a temperature over 1700° F), which is above the steel's recrystallization temperature. The hot metal is passed between two rolls to flatten it, lengthen it, reduce the cross-sectional area and obtain a uniform thickness. To maintain quality of the rolls it is imperative that the surface of roll in contact with sheet should have no oxide scaling or protrusion due to high temperature galling. Wear marks on the roll barrel could affect the operation and also deteriorate the quality of the sheet. Once the rolls are worn out the entire line needs to be shut down and the worn out rolls are replaced with new ones. This severely affects the productivity of the plant and increases the downtime and maintenance cost. The line comprises of a set of rolls installed at different sections each subjected to varying loads and temperature.
Our carbide and cermet based coatings provide excellent wear and abrasion resistance at high operating temperatures. These coatings are deposited with robotic controlled HP-HVOF process which produces a dense and homogeneous coating and sealed with a indigenously developed ceramic sealer which creates an impervious barrier designed to sustain high temperatures. The finish coating thickness and surface roughness are very critical for proper functionality of the roll. We have automated processes to ensure these parameters are achieved as per customer requirement.
We have been supplying PIC DC12, PIC D34 and PIC D36 coated rolls to renowned OEM's and End users for many years. We have in-house capabilities for complete manufacturing and supply of coated rolls up to 1500mm diameter and 6000mm length.
We offer three variants of coating based on the different operating temperatures. These are high temperature oxidation resistant MCrAlY and CoCrAlY based cermet coating. However the correct composition selection and proportion of these powders and the spraying technique is what differentiates us from our competitors. Our coatings have been approved by renowned international OEM’s and have outperformed on numerous occasions for furnace roll applications.
| Coating Properties | PIC DC12 | PIC D34 | PIC D36 |
|---|---|---|---|
| Micro Hardness (HV0.3) | 800 - 1100 | 800 - 1100 | 800 - 1100 |
| Max Temperature | < 850°C | < 1000°C | < 1150°C |
| Bond Strength | >10000 Psi | ||
The purpose of the Continuous Galvanizing Line (CGL) is to apply a coat of zinc onto the surface of steel sheets in an effort to increase their corrosion resistance. This process is classified as Hot Galvanizing and Cold Galvanizing. Molten Zinc and Aluminium are very reactive and corrosive in nature. Molten zinc reacts with insoluble iron particles in the bath to form dross which is a hard crystalline residue. If such a residue is formed on the surface of the process rolls (Sink Roll, Stabilizer Roll or Correction Roll), it leads to inclusion in the galvanized sheet and even worse, it could lead to defects in the end product.
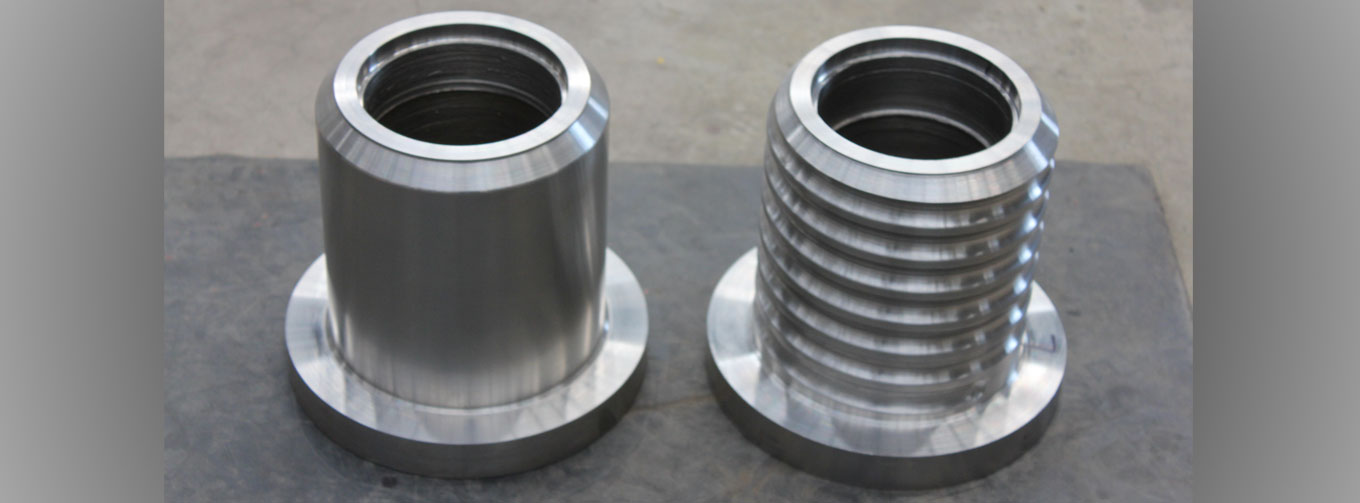
We offer GALDEX DB13 coating on Sink and Stabilizer rolls which is dense and homogeneous coating that is non-reactive to molten Al and Zn. The coating is deposited through HP-HVOF process and sealed with indigenously developed ceramic sealant. This prevents formation of dross over the barrel surface thereby preventing damage to the galvanized sheet. GALDEX DB13 restricts diffusion of Zn and Al through the coating which further enhances coating life and performance. The non-reactivity and anti-wetting properties of the coating prevent adhesion of zinc over the coated barrel surface thereby making it even easier for periodic cleaning and maintenance. GALDEX DB13 coated rolls have shown 5 - 8x better operational life without corrosive pitting on roll surface or dross formation in comparison to uncoated SS 316L rolls and 3 - 5x better operational life in comparison to conventional tungsten carbide coated rolls. We can supply complete coated sink and stabilizer rolls as per customer specification up to maximum diameter of 800mm. We also refurbish these rolls by stripping the damaged coating and machining micro grooves before coating which plays a vital role in its functionality. These micro grooves are machined to perfection on our heavy duty and calibrated CNC machines.
We have also indigenously developed PIC C59 coated Sink roll and Stabilizer roll sleeves to sustain the similar extreme operating conditions as encountered by Sink roll and Stabilizer rolls. These sleeves are completely manufactured in-house as per customer specification. The coating is deposited through Spray and Fuse process under controlled conditions. Each and every operation in the manufacturing of these sleeves is very critical right from machining of helical grooves to post-coating finishing of sleeves. Our PIC C59 coated sleeves have been successfully tested in operation and proven to increase the operational life by 3 – 5x as compared to conventional stellite coated sleeves. The metallurgic ally bonded coating also provides exceptional resistance to impact and abnormal vibrations.
| Coating Properties | GALDEX DB13 | PIC C59 |
|---|---|---|
| Process | HVOF | Spray and Fuse |
| Bonding | Mechanical | Metallurgical |
| Micro Hardness | 700 – 900 HV0.3 | 850 – 1000 HV0.3 |
| Coating Application | Molten Metal Abrasion and Corrosion Resistance | Molten Metal Abrasion Resistance |
| Max Temperature | < 850°C | < 850°C |
| Finish Coating Thickness | 150 to 180 µm | 0.8 to 1.5 mm |
Copper Tuyeres used for injecting pulverized coal into the Blast Furnace are subjected to extreme temperatures and they undergo heavy wear from abrasion from slag and molten iron. Failure in tuyeres mostly occurs due to overheating and puncturing of the copper casting. Once a tuyere fails it can only be replaced by shutting the entire blast furnace which translates to heavy downtime and Production losses. Also the occurrence of failure is random and not dependent on the time the tuyere has been in operation. This makes it even more unreliable and significantly adds to the contingent maintenance and operational expenses.
KERADEX D11 is a dense ceramic composite developed for high temperature abrasion and erosion resistance. The coating is capable of withstanding thermal shocks without cracking or spallation. KERADEX D11 is a novel solution for tuyeres wherein it not only imparts high temperature wear resistance but also shields the tuyere in form of a thermal barrier. The coating gradient helps in absorbing thermal shocks without spallation and the ceramic densified outer layer imparts outstanding wear and erosion resistance at high temperatures. KERADEX D11 applied on copper tuyeres significantly improves its operational life thereby reducing unexpected downtime costs and production loss. Based on the end application the formulation of the coating could be further tweaked to achieve best performance.
We have supplied KERADEX D11 coated tuyeres to renowned OEM’s and End users in INDIA. Our KERADEX D11 coated copper tuyeres have been successful in operation and exhibited operational life of 3 – 4x as compared to conventional ceramic coated tuyeres.
| Coating Properties | KERADEX D11 |
|---|---|
| Hardness Gradient | 380 - 1000 HV0.3 |
| Coating Application | High Temperature Abrasion and Erosion Resistance |
| Max Temperature | < 900°C |
| Finish Coating Thickness | 800 to 1200 µm |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}