
HVOF Spray
Questions?
Our team is always here to assist with your Queries
HVOF Spray
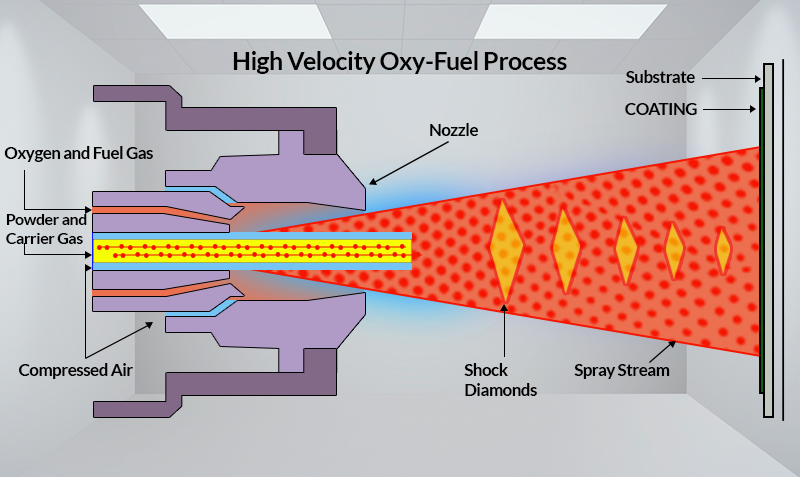
The HVOF (High Velocity Oxy-Fuel) Thermal Spray Process is basically the same as the conventional Powder Flame Spray process (LVOF) except that this process has been developed to produce extremely high spray velocity.
Characteristics of HVOF Coatings
| Material Form | Powder |
|---|---|
| Heat Source | Accelerated Oxy-fuel flame |
| Flame Temperature (°C) | 1,200 to 2,000 |
| Particle Velocity (m/sec) | 500 to 900 |
| Porosity (%) | < 1 |
| Coating Adhesion (MPa) | > 70 |
Fuel and Oxygen are fed into the combustion chamber where the mixture is ignited. Combustion produces a hot high pressure flame which is forced down a nozzle increasing its velocity. Powder is preferably fed axially into the combustion chamber under high pressure or fed through the side of nozzle where the pressure is lower.
Due to higher velocity the bond-strength of the coatings are higher. The powder to be sprayed are often not melted but accelerated in a high temperature and high velocity gas stream causing the phase of the sprayed material to change from solid to plastic (semi-molten) form. When these particles strike the prepared substrate, they solidify to form a very dense and low porosity coating.
HVOF is best recommended for Carbide matrix coatings. Carbide coatings sprayed by HVOF renders good hardness, wear resistance and abrasion resistance characteristics. HVOF Sprayed Carbide coatings are a perfect alternative for Hard Chrome plating’s.
Widely used Carbide coatings sprayed by HP-HVOF Process
- Tungsten Carbide : Excellent Wear and Abrasion Resistance
- Chrome Carbide : Excellent Corrosion Resistance
Carbide powder available in varying chemical composition and proportion can be used for meeting requirements of specific applications. Good quality Metal & Alloy coatings can also be achieved using HP-HVOF.
Advantages
Disadvantages
- Coatings are dense with very low porosity
- Excellent, tenaciously bonded coatings
- Low oxide metallic coatings
- Optimised microhardness
- Process should preferably be automated
- Not feasible to spray small components
- Not feasible for ceramic coatings
- Very high noise emission