
Thermal Spraying
Questions?
Our team is always here to assist with your Queries
Thermal Spray
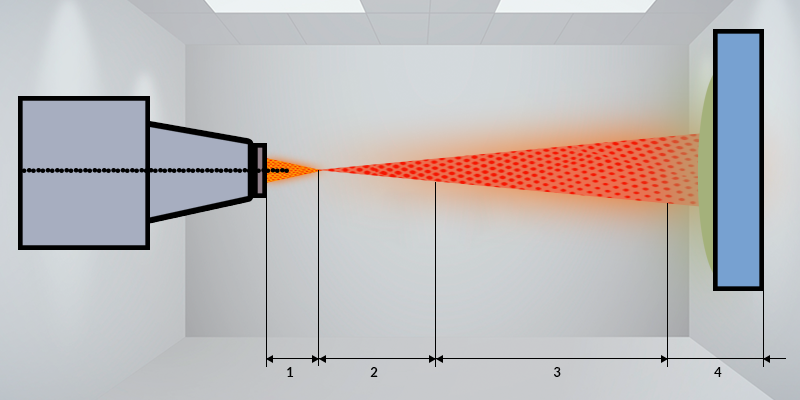
A common feature of all thermal spray coatings is their lenticular or lamellar grain structure resulting from the rapid solidification of small globules, flattened from striking a cold surface at high velocities. In the simplest terms possible, thermal spray coating involves heating a material, in powder or wire form, to a molten or semi-molten state.
The material is propelled using a stream of gas or compressed air to deposit it, creating a surface structure on a given substrate. The coating material may consist of a single element, but is often an alloy or composite with unique physical properties that are only achievable through the thermal spray process.
Thermal Spray Coating Services are a highly cost-effective way to add superior performance qualities to a given substrate. Coatings can be metallic, ceramic, plastic or any combination desired to meet a broad range of physical criteria. The coating materials can be applied using different processes.
Thermal coating Services utilise fuel combustion, plasma spray and electric arc delivery systems. Thermal Spray Coatings can be applied under standard atmospheric conditions or in specialized, highly controlled atmospheric environments. Coatings can be applied manually or with the automated precision of software-driven robotics. Many industries use our thermal spray coatings to extend product life, increase service performance and reduce production and maintenance costs.
Thermal spray coatings can be the most cost-effective means of protecting substrate surfaces from wear or corrosion. Other primary uses of thermally sprayed coatings include dimensional restoration, maintaining precise clearances, and modifying thermal and electrical properties. We provide a wide range of thermal spray coating services based on the type of wear and end application.

- 1. Fusion
- 2. Automisation and speed up
- 3. Temperature and speed control
- 4. Coating building
- 1. Transport of the spraying particles
- 2. Impact on the surface
- 3. Thermal transfer from particles to substrate
- 4. Solidification and contraction of particles
- 5. Mechanical bond
- 6. Local fusion
Properties Provided by Thermal Spray Coatings
#TRIBOLOGICAL (WEAR RESISTANCE)
- Resist abrasive wear occurring when a harder surface slides over a softer surface and when abrasive grains are present between the surfaces, also when fibres or threads run over surfaces at high speeds.
- Resist adhesive wear occurring when two surfaces slide against each other and fragments from one surface adhere to the other.
- Resist fretting wear when repeated loading causes cyclic stresses which induces the surface to break up and loose large fragments.
- Resist cavitation wear when liquid flow causes mechanical shocks to the surface.
- Resist erosive wear when a gas or liquid carrying entrained particles impinges on a surface with velocity.
#CORROSION RESISTANCE
- Resist atmospheric environments such as salt, industrial or rural atmospheres.
- Resist immersion environments such as salt water, hot fresh water, potable and nonpotable fresh water.
- Resist actions of chemicals such as oils, fuels and solvents.
- Resist the action of foodstuffs without altering either their taste or chemical composition.
#HEAT & OXIDATION RESISTANCE
- Inhibit heat transfer between the part and a high temperature environment. Protect a substrate against high temperature oxidation.
- Protect a substrate exposed to hot corrosive gases.
#ELECTRICAL CONDUCTIVITY OR RESISTIVITY
- Transmit electric current. Insulate against the passage of electric current.
- Shield against EMI / RFI. Shield against radiation by resisting passage of thermal neutrons or gamma rays.
#ABRADABLE OR ABRASIVE
- Clearance control for sealing parts, where controlled preferential abrasion takes place on contact with a mating part.
#FORMING TEXTURED SURFACES
- To achieve the required friction or traction during operation
- To enhance the grip between textured surface and body in contact
#RESTORATION OF DIMENSION
- Rebuilding of areas which are excessively worn out
- Under-layer to provide better adhesion between substrate and top layer